三喜製作所では、旋盤による六角穴加工とプレス機による六角穴加工を行っています。
冷間鍛造等では対応が難しい形状や少量多品種・短納期で優位性があります。
インターネットでは、探すのが難しい特殊な六角穴付の製品の加工で役に立ちたいとのコンセプトで日々取り組んでいます。
以下は、私たちが調べたり、教えていただいた事をまとめました。日進月歩で技術が進化しています。内容で間違いなど気付かれた方は、お手数ですが、お知らせください。




~三喜製作所が取り扱っている六角穴加工の種類~
1、プレス機による加工
2、旋盤による回転ブローチ加工
3、角度割り出し機能付き旋盤のシェーパー加工
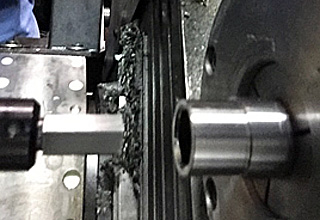
4、スロッター盤(立て削り盤)による加工
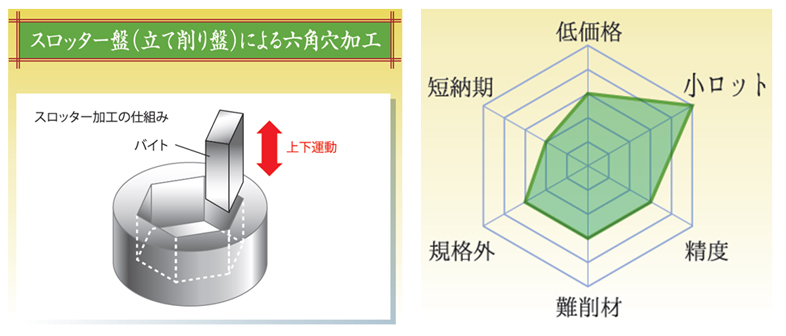
5、ブローチ盤による加工
6、放電加工機による加工
 プレス加工による六角穴加工
プレス加工による六角穴加工
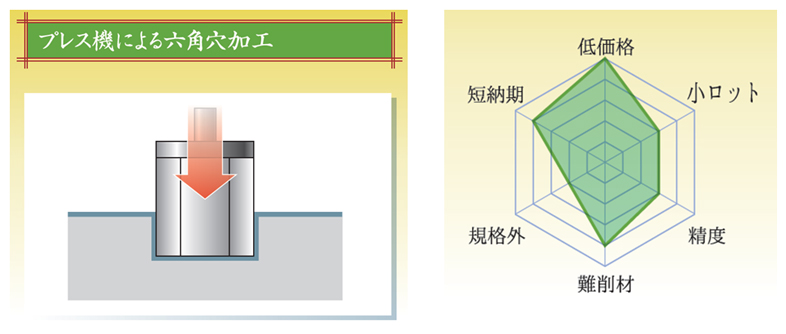
プレス加工は、対となった工具の間に素材をはさみ、工具によって強い力を加えることで、素材を工具の形に成形することです。一般には対となった工具のことを金型、加圧する機械のことをプレス機械と呼びます。
この加工方法では、使用するプレス機械や、行う加工の内容にもよりますが、下穴をあけた素材に六角径の対辺のサイズが1.5mm~19mmぐらいまでの加工に対応しています。
プレス加工によるメリット
一般的にプレス加工は他の機械加工と比較して、生産性が高いことから大量生産に向いています。コストも魅力です。SUS304は、対辺3.0mmからになります。
プレス加工によるデメリット
対辺のサイズと深さにもよりますが、下穴の深さは、六角穴の有効深さより+1.0mm~+3.0mm程度深く加工を行う必要があります。その理由は、ドリルの下穴を六角穴に成形する際に6か所のコーナーと有効深さの体積分が底面に貯まる空間が必要でこの空間がない場合、パンチの先端が欠けたり折れたりする可能性が非常に高いためです。
肉厚の薄いものや外径がねじ形状でねじの谷径と六角穴の対角の寸法の肉厚が1mm以下の場合などは、外径やねじのサイズが太って変形する恐れがあるので注意が必要です。加工後、六角穴奥底にカスが残ります。
貫通穴の六角穴の場合、貫通穴の奥がラッパのように弧口が広がる可能性があります。
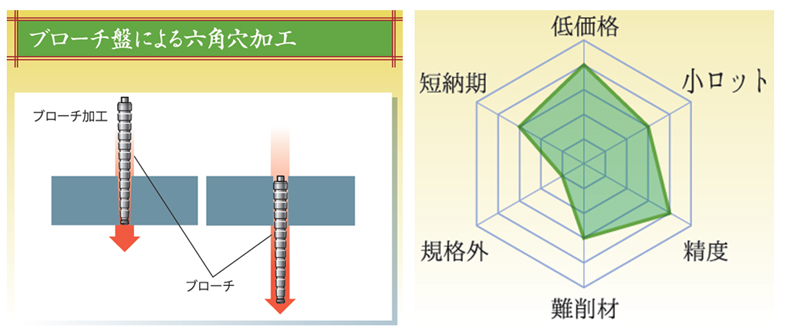
旋盤による回転ブローチを使用する六角穴加工
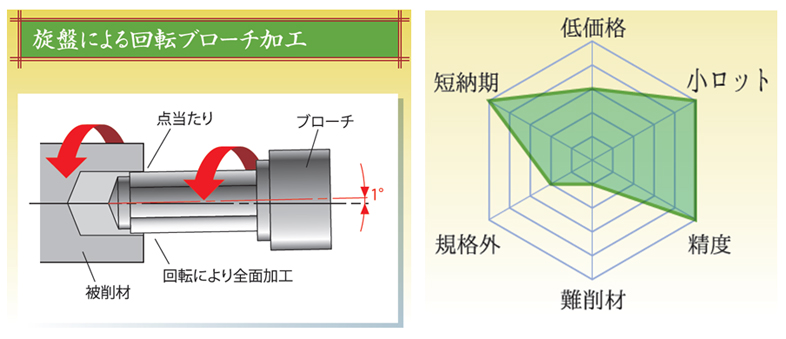
 約1°傾いた構造で刃物の根元にベアリングが装着されているツール(ホルダー)を使用します。その際の回転数や送りの条件がうまく合えば機械の推力(スラスト力)が大幅に低減され、その結果、六角穴の加工ができます。下穴は、六角穴の有効深さより深く加工しておく必要があるのは、プレス加工と同じです。
約1°傾いた構造で刃物の根元にベアリングが装着されているツール(ホルダー)を使用します。その際の回転数や送りの条件がうまく合えば機械の推力(スラスト力)が大幅に低減され、その結果、六角穴の加工ができます。下穴は、六角穴の有効深さより深く加工しておく必要があるのは、プレス加工と同じです。
基本的な動きは、旋盤によるドリル加工の動きと同じです。但し、加工条件はサイズにより違います。
まず、下穴があいている素材を旋盤に取り付け回転させます。必要な六角サイズの刃物が装着されたツール(ホルダー)を徐々に素材に近づけます。そして、刃物が素材に接触した瞬間に刃物と素材の同期が始まりゆっくり刃物を深さ方向に進めていきます。これで六角穴やヘキサロビュラ穴の加工ができます。
なぜ、このような加工ができるのかとのご質問がありますが、ポイントは2つあります。先ほどご説明しました、刃物が1°傾いていることとベアリングが装着していることです。
プレス加工の場合、上から加圧した場合、底面にも加圧されますが、側面にも加圧されます。回転ブローチは、刃物が1度傾いていることにより六角の6か所のコーナーが一度に底面に接触しているわけでなく、加工の瞬間は1か所のコーナーだけが底面を加圧しています。最初は、ある1コーナーだけが加圧されていますが、素材が回転していますので60°回転したときは次のコーナーが底面を加圧しています。その連続で加工を行います。わかりやすい感覚で申しますと1コーナーずつを瞬間に無理やり押していますが、後の5コーナーは加圧されていないので切削中に発生するカスが底面だけに押されていきます。側面にはほとんど加圧されないのが特徴です。
回転ブローチのメリット
プレスでは加工が困難とされる肉厚の薄い製品・微細な製品・長尺な製品に六角穴加工ができます。
加工後の六角穴奥底のカス取りも下穴加工を行ったドリルを使用して一連の流れで除去できます。
鍛造加工では苦手とされるマグネシウムの六角穴加工も対応できます。材質は限定されますが、SUS303・快削鋼・アルミニウム・マグネシウム・樹脂であれば、対辺が0.7mm~27mmの六角穴の加工ができます。
S45CF・SCM435F・SUM材は、対辺が0.9mmから対応できます。TB340等の純チタンも対応できます。
回転ブローチのデメリット
ツールにベアリングが装着しているので、六角穴の角度(位相)が管理できません。六角のサイズごとに刃物が必要です。
六角サイズの対辺の寸法の微調整ができない。
プレス加工と同じで下穴の深さを六角穴の有効深さより深く加工しなければいかない。
SUS304・SUS316・SUS316L・SUS630や難削材は、刃物が欠けやすいのでこれらの材質の場合は、次にご紹介する角度割り出し機能付きNC旋盤による形削り加工で対応しています。
角度割り出し機能付き旋盤による形削りでの六角穴加工
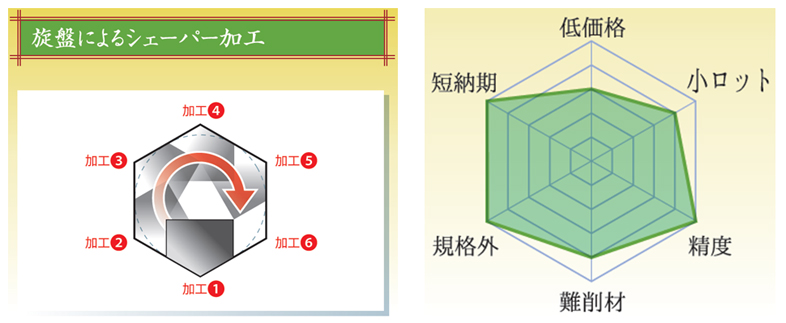
 下穴の前加工を行った後、旋盤の回転を停止させ回転軸の角度割り出しを管理しながら先端部が120°の家の屋根のような形状の刃物で六角穴の1コーナーずつを少しずつ突き加工を行い、残りの5コーナーを60°ずつ回転させて六角穴を削る加工方法です。
下穴の前加工を行った後、旋盤の回転を停止させ回転軸の角度割り出しを管理しながら先端部が120°の家の屋根のような形状の刃物で六角穴の1コーナーずつを少しずつ突き加工を行い、残りの5コーナーを60°ずつ回転させて六角穴を削る加工方法です。
旋盤の形削りでのメリット
下穴の深さが六角穴の有効深さに対して+0.2mm程度深いだけで加工が可能です。(皿ビスや低頭六角穴付ボルトに適しています。)
素材を停止して加工を行うので角度(位相)の管理ができる。(六角穴の対辺に横穴や横からのタップ穴が正確に一連の加工で行うことができる。外径が六角径の六角ボルトに対して六角穴も同じ角度で加工が可能。サイズが違う六角穴が2種類までですが、同じ品物で加工が可能。)刃物が数種類必要ですが、六角穴の対辺が1.4mmから12.2mmまでですが、ご希望のサイズに加工ができます。ハステロイ(HAS-C276)の加工も可能です。13mm以上の六角穴も材質に制限はありますが、可能です。
旋盤の形削りでのデメリット
対辺が1.3mm以下の六角穴加工は、非常に難しい。
スロッター盤(立て削り盤)による形削りでの六角穴加工
六角部のストレート部分の一辺の形状をした刃物を上下に摺動する部分に取り付けて垂直の往復運動を行い、穴の内面を一辺ずつ手前から奥に少しずつ突いて加工を行い、残りの5辺も60°回転させて同じように加工を行い、六角穴を成形します。
スロッター加工のメリット
下穴に入る刃物があれば比較的対応が早くできますので小ロットの際に有利です。精密な加工にお薦めです。側面の仕上がりがきれいです。プレス機では、圧力が掛かり過ぎて加工が出来ない大きなサイズの加工も可能です。
スロッター加工のデメリット
底付の六角穴加工の場合 下穴の奥底部に六角穴の対角の寸法より少し大きめの内径でのぬすみ溝がサイズに依りますが、3mm~5mm幅での前加工が必要です。切り屑の蓄積による刃物の欠損を防ぐ為です。
加工時間について放電加工より短時間ですが、大量生産の場合、加工日数が要する場合が多いです。
ブローチ盤による六角穴加工
貫通穴専用で刃が鋸状に並んだ長い刃物(ブローチ)を用いてブローチ盤で引き抜き加工を行って六角穴を成形します。最初の部分の刃は、下穴より少し細い丸の形状ですが、徐々に六角形に変化させて最後は必要な寸法の六角の刃物になっています。
ブローチ加工のメリット
高精度・繰り返し精度が高く量産に適している。短納期
ブローチ加工のデメリット
刃物の製作困難により対辺が6mm未満の六角穴加工が不可新規刃物の製作に約2ヶ月以上の製作日数が必要。
形削り放電加工機による六角穴加工
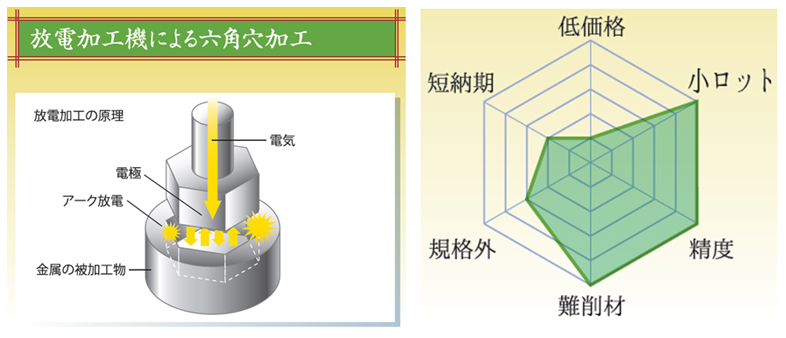
加工物を形成したい形状に対応する形に作られた電極を加工物との間に高電圧の放電を行い、加工物の表面を除去する加工方法です。高電圧で必要な穴をあけていきます。
放電加工によるメリット
難削材や焼き入れ材の六角穴加工が可能。
六角穴の反対側に止まり穴やタップ穴がギリギリまで加工されているときは、放電加工でなければできないときがあります。
放電加工によるデメリット
加工物が電気を通す材質に限ります。加工後の表面に無数の微小凹部が出来ます。
加工時間が他の加工と比較して掛かるので加工費が高価になります。
放電加工面は一般的に引っ張り残留応力が生じます。
六角穴に関するコンシェルジュ